Trong ngành cơ khí chế tạo, gia công cắt gọt kim loại là công đoạn quan trọng để tạo ra những chi tiết có độ chính xác và hình dạng theo yêu cầu kỹ thuật. Các phương pháp gia công cắt gọt như tiện, phay, bào, doa, khoan, mài,…được sử dụng phổ biến trong sản xuất từ đơn chiếc đến hàng loạt.
Tuy nhiên, mỗi phương pháp đều có ưu điểm và hạn chế riêng, tùy thuốc vào hai loại vật liệu, hình dạng chi tiết, yêu cầu kỹ thuật và khả năng đầu tư máy móc. Bài viết này Thép An thành sẽ giúp bạn hiểu rõ hơn về ưu nhược điểm của từng phương pháp cắt gọt kim loại, từ đó lựa chọn phù hợp cho từng ứng dụng sản xuất cụ thể.
Gia công tiện
Tiện là phương pháp làm tròn chi tiết bằng cách cách quay phôi quanh trục chính còn dai tiện chuyển động tịnh tiến dọc hoặc ngang.
Ưu điểm:
- Phù hợp gia công chi tiết tròn xoay như trục, bạc, ống,…
- Độ chính xác và độ bóng bề mặt cao.
- Có thể tiện được nhiều loại vật liệu từ thép, đồng, nhôm đến nhựa kỹ thuật.
- Thao tác đơn giản, dễ thực hiện cả bằng tay lẫn CNC.
Nhược điểm:
- Chỉ áp dụng hiệu quả cho chi tiết có dạng tròn xoay.
- Ít linh hoạt với chi tiết dạng hộp hoặc mặt phẳng.
- Dao tiện dễ bị mòn khi gia công vật liệu cứng.
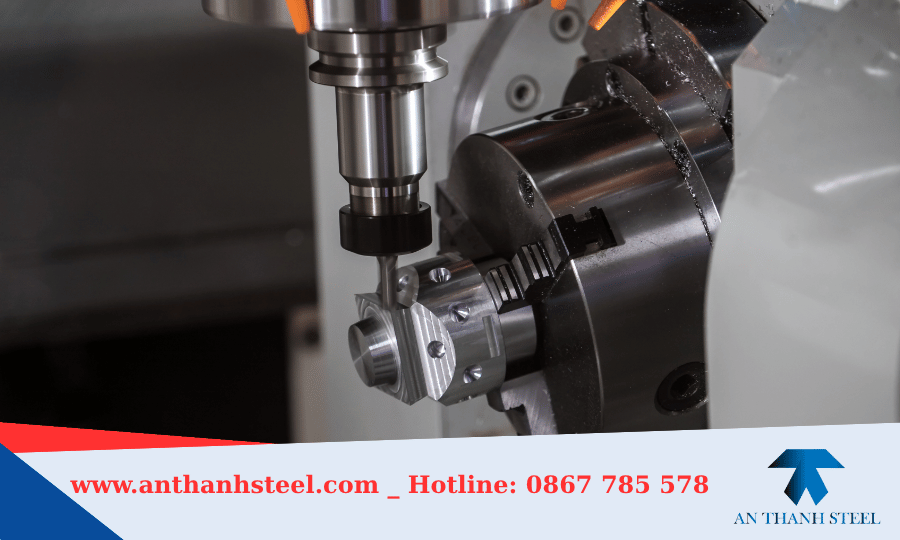
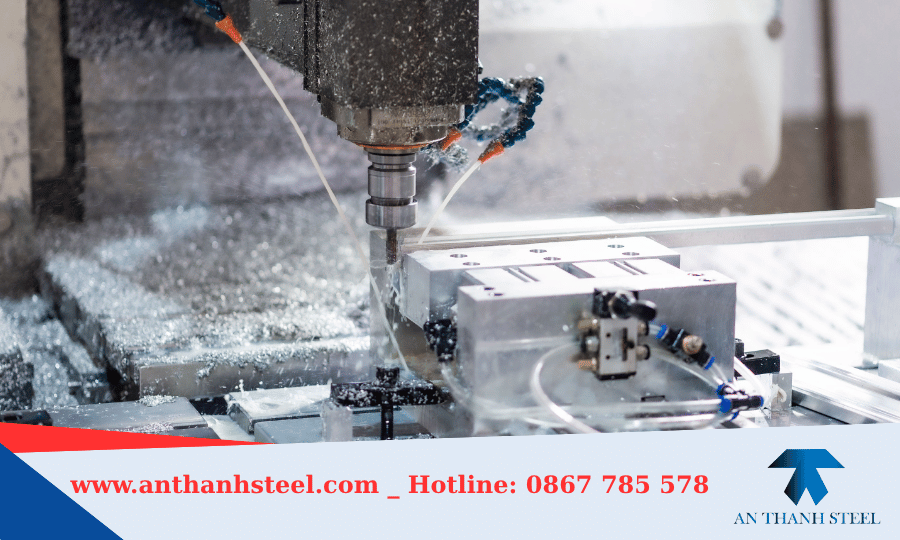
Gia công phay
Phay là pháp sử dụng dao phay quay tròn để cắt vật liệu, còn phôi di chuyển tịnh tiến theo các phương khác nhau.
Ưu điểm:
- Linh hoạt, gia công được bề mặt phẳng, bậc, rãnh, bánh răng, chi tiết 3D phức tạp,..
- Tốc độ cắt nhanh, năng suất cao khi dùng máy phay CNC.
- Dễ dàng thay đổi hình dạng dao để phù hợp với biên dạng chi tiết.
Nhược điểm:
- Chi tiết đầu tư phay CNC cao.
- Lập trình phức tạp khi các chi tiết có biên dạng 3D phức tạp.
- Dao phay dễ gãy nếu thao tác sai hoặc chọn vật liệu không phù hợp.
Gia công khoan
Khoan là phương pháp tạo lỗ tròn bằng cách dẫn dao khoan tiếp xúc trực tiếp với vật liệu.
Ưu điểm:
- Thiết bị đơn giản, chi phí thấp.
- Thực hiện nhanh, phù hợp với lỗ đơn giản.
- Có thể kết hợp với doa hoặc taro để tăng độ chính xác.
Nhược điểm:
- Độ chính xác và độ bóng không cao nếu không kết hợp doa.
- Khó gia công lỗ sâu mà không dùng mũi khoan đặc biệt.
- Mũi khoan dễ bị kẹt, gãy khi vật liệu quá cứng hoặc không được làm mát đúng cách.

Gia công doa
Doa là phương pháp tinh chỉnh lại lỗ khoan để tăng độ chính xác về đường kính và độ bóng bề mặt.
Ưu điểm:
- Độ chính xác cao ( có thể đạt cấp IT7 – IT8).
- Bề mặt lỗ sau khi doa rất mịn và tròn đều.
- Dễ kết hợp sau khoan để cải thiện chất lượng sản phẩm.
Nhược điểm:
- Chỉ dùng để tinh chỉnh, không tạo hình lỗ từ đầu.
- Phải có mũi doa chuyên dụng, chi phí cao.
- Tốc độ cắt chậm hơn khoan.
Gia công bào
Bào là phương pháp sử dụng dao bào di chuyển tịnh tiến để cắt từng lớp mỏng của vật liệu, thường áp dụng cho bề mặt phẳng.
Ưu điểm:
- Dễ thực hiện với chi tiết phẳng lớn, bậc, rãnh.
- Phù hợp với sản phẩm đơn chiếc hoặc sửa chữa.
Nhược điểm:
- Tốc độ thấp, năng suất không cao.
- Không phù hợp với chi tiết phức tạp.
- Hiếm được sử dụng trong sản xuất hàng loạt hiện đại.
Gia công mài
Mài là phương pháp dùng đá quay tốc độ cao để cắt bỏ lớp vật liệu rất mỏng, thường dùng để hoàn thiện sản phẩm.
Ưu điểm:
- Độ chính xác và độ bóng rất cao ( có thể đạt cấp IT6 trở lên).
- Phù hợp với chi tiết cứng, đã nhiệt luyện.
- Gia công được các bề mặt cong, phức tạp bằng máy mài CNC.
Nhược điểm:
- Tốc độ thấp.
- Đá mài dễ bị mòn, cần thay và cân bằng thường xuyên.
- Chi phí đầu tư và vận hành cao.
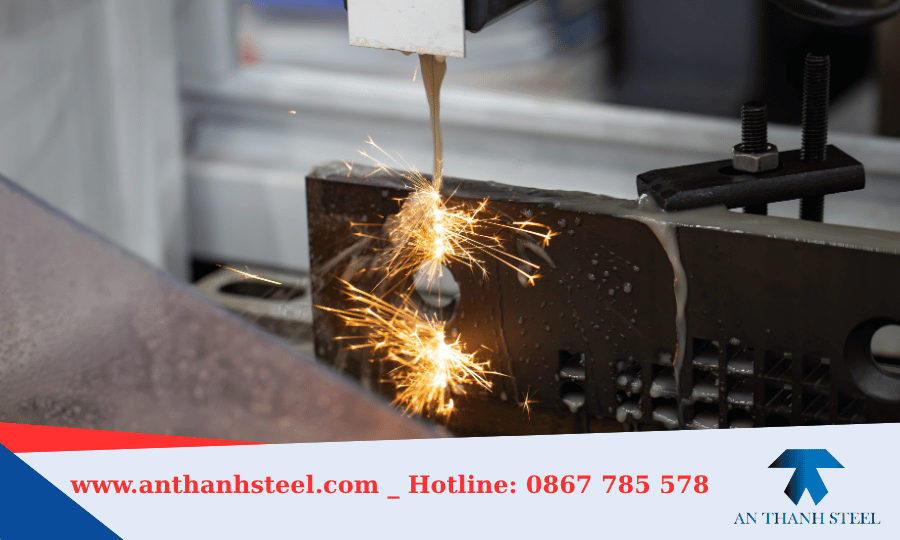
Gia công bằng tia lửa điện (EDM)
Gia công tia lửa điện là phương pháp sử dụng tia lửa điện để ăn mòn kim loại, không cần lực cắt cơ học.
Ưu điểm:
- Gia công được vật liệu rất cứng ( thép tôi, carbide,…).
- Tạo hình chi tiết cực kỳ nhỏ và chính xác.
- Không gây biến dạng do không có lực cơ học.
Nhược điểm:
- Tốc độ chậm, năng suất thấp.
- Tốn điện năng và tiêu hao điện cực.
- Không áp dụng với vật liệu dẫn điện kém.
So sánh tổng quan các phương pháp cắt gọt kim loại
| Phương pháp | Độ chính xác | Năng suất | Chi tiết phù hợp | Ghi chú |
| Tiện | Trung bình – Cao | Trung bình | Tròn xoay (trục, ống…) | Máy tiện CNC rất phổ biến |
| Phay | Trung bình – Cao | Cao | Mặt phẳng, rãnh, 3D | Đa năng, phù hợp hàng loạt |
| Khoan | Thấp – Trung bình | Cao | Tạo lỗ đơn giản | Nên kết hợp với doa |
| Doa | Cao | Thấp | Tinh lỗ | Tăng độ bóng, chính xác |
| Bào | Trung bình | Thấp | Bề mặt phẳng, rãnh | Dùng nhiều trong sửa chữa |
| Mài | Rất cao | Thấp | Chi tiết hoàn thiện | Độ bóng cao, dùng sau nhiệt luyện |
| EDM | Rất cao | Thấp | Vật liệu siêu cứng | Cần vật liệu dẫn điện |
Bài viết trên Thép An Thành đã cung cấp đầy đủ về ưu và nhược điểm của các phương pháp cắt gọt kim loại. Việc nắm rõ đặc điểm của từng phương pháp sẽ giúp kỹ sư, thợ cơ khí và nhà quản lý sản xuất lên quy trình gia công hợp lý, từ đó tăng hiệu suất, giảm lãng phí và nâng cao chất lượng sản phẩm cuối cùng.
Mọi thông tin xin liên hệ:
————————–
CÔNG TY TNHH ĐẦU TƯ THƯƠNG MẠI THÉP AN THÀNH
Địa chỉ: Số 36-DC61, Đường DA9, Khu dân cư Việt-Sing, Phường Thuận Giao, Thành phố Thuận An, Tỉnh Bình Dương.
Số điện thoại: 0867 875 578
Email: nguyenby.atv@gmail.com
Website: https://anthanhsteel.com/
Facebook: https://www.facebook.com/anthanhsteel




Các tin khác